想要全面了解重庆 本地 圆钢锅炉管质检严格产品吗?我们的视频介绍将为您展现产品的每个细节和特点,快来观看吧!
以下是:重庆 本地 圆钢锅炉管质检严格的图文介绍

鑫邦源特钢有限公司
现货批发匠心打造物有所值
重庆高压化肥管
重庆高压化肥管的详细介绍
做工细致合作共赢

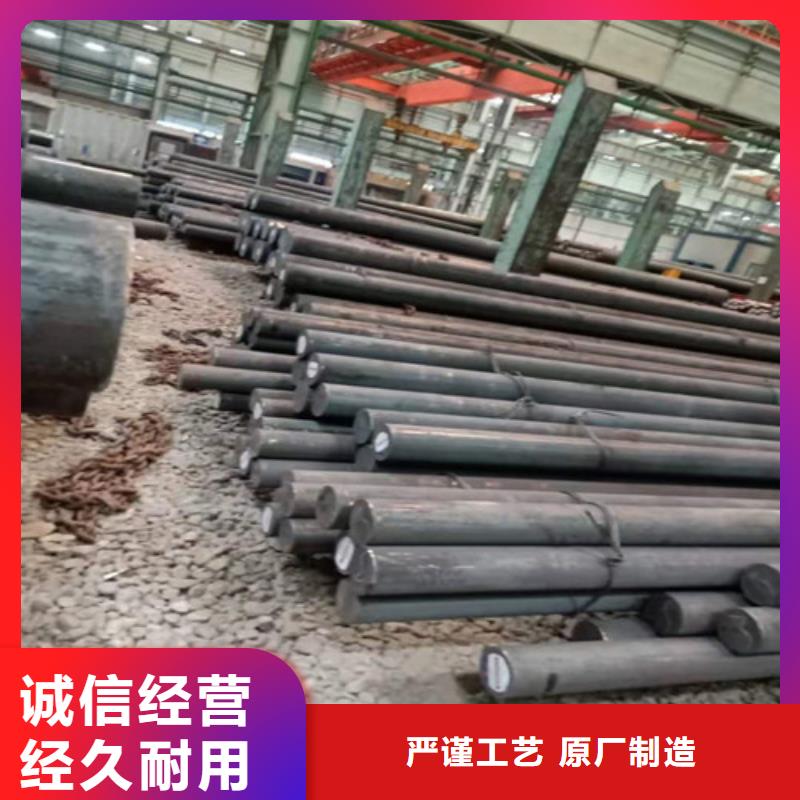
圆钢的基本分类
圆钢是指截面为圆形的实心长条钢材。圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管坯
圆钢与其它钢筋的区别:
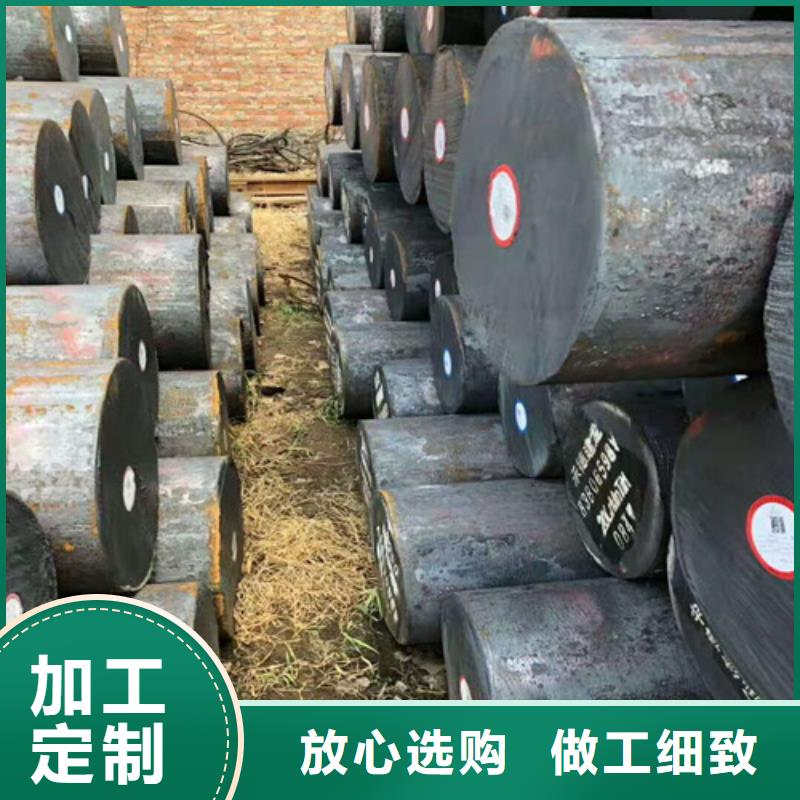
1、 外型不一样,圆钢外型光圆,无纹无肋,圆钢其它钢筋表面外型有刻纹或有肋,这样就造成圆钢与混凝土的粘结力小,而其它钢筋与混凝土的粘结力大。
2、 成份不一样,圆钢(一级钢)属于普通低碳钢,其它钢筋多为合金钢。钢强度较高,塑性和韧性尚好,用于制作承受负荷较大的小截面调质件和应力较小的大型正火零件,圆钢以及对心部强度要求不高的表面淬火零件,如曲轴、传动轴、齿轮、蜗杆、键、销等。水淬时有形成裂纹的倾向,形状复杂的零件应在热水或油中淬火。

鑫邦源特钢有限公司夯实的 重庆高压化肥管、技术服务团队为您提供高效及时的售前培训,售中咨询,售后服务,确保您的项目成功。全程质量监控, 重庆高压化肥管、产品有保障, 严格按照技术研发中心的技术要求为您提供优良的 重庆高压化肥管、产品。



 扫一扫
扫一扫










